Волфрам е редок метален елемент кој се користи за производство на електроди за заварување со лак (GTAW).Процесот GTAW (Gas Tungsten Arc Welding) се потпира на издржливоста на волфрам и отпорност на висока температура за да ја носи струјата за заварување до лакот.Волфрам има највисока точка на топење од кој било метал, 3.410 оC.

Овие нетопливи електроди доаѓаат во различни големини и должини и се состојат од чист волфрам или легура на волфрам и други ретки елементи и оксиди.Изборот на електрода за GTAW зависи од типот и дебелината на основниот материјал и дали заварувате со наизменична струја (AC) или директна струја (DC).Која од трите крајни подготовки на електродата ќе ја изберете, исто така е клучно за оптимизирање на резултатите и спречување на загадување на заварот и повторување на постапката.
Најубавите (естетски) завари се направени со TIG заварувањето:


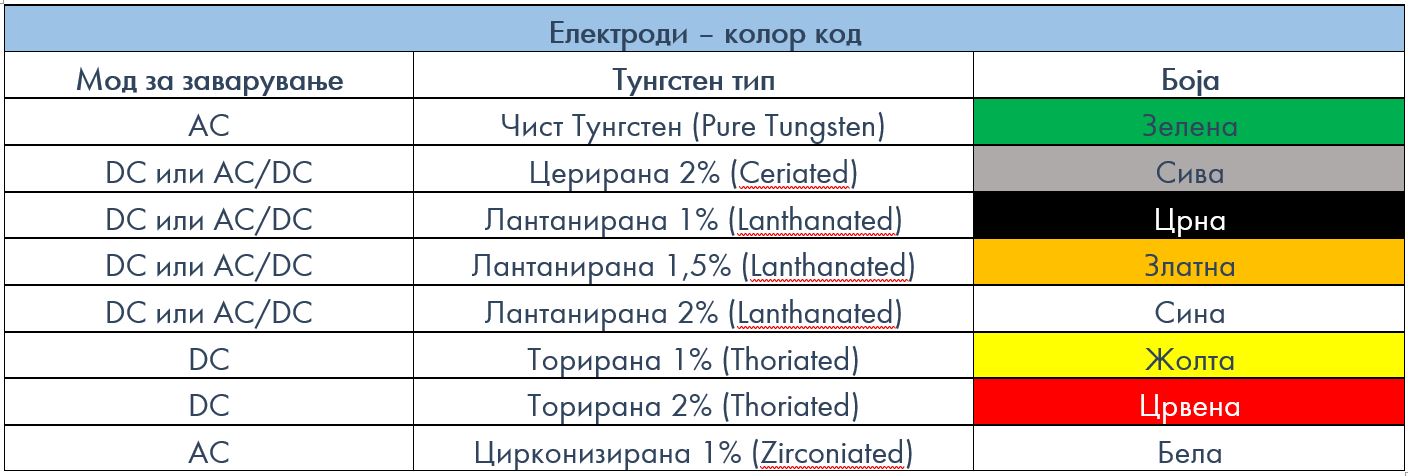
Секоја електрода е кодирана во боја за да се елиминира забуната околу нејзиниот вид.Бојата се појавува на врвот на електродата.
Чиста волфрам (Код на боја: зелена)

Чистите електроди од волфрам (класификација AWS EWP) содржат 99,50 % волфрам, имаат најголема стапка на потрошувачка од сите електроди и обично се пониско ценовно поставени од нивните легури.
Овие електроди формираат чист, топчест врв кога се загреваат и обезбедуваат голема стабилност на лакот за заварување со наизменична струја со избалансиран бран.Чиста волфрам електрода, исто така, обезбедува добра стабилност на лакот за заварување на синусен бран, особено на алуминиум и магнезиум.Обично не се користи за DC заварување, бидејќи не обезбедува силен почеток на лакот карактеристичен кај торирани или церирани електроди.
Торирана (Thoriated - Код на боја: Црвена)

Торираните електроди од волфрам (класификација AWS EWTh-2) содржат минимум 97,30 % волфрам и 1,70 до 2,20 % ториум и се нарекуваат 2 процентни ториум.Тие се најчесто користени електроди денес и се претпочитаат за нивната долготрајност и лесна употреба.Ториумот ги зголемува квалитетите на електронска емисија на електродата, со што се подобрува започнувањето на лакот и овозможува поголем капацитет за носење на струјата. Оваа електрода работи далеку под нејзината температура на топење, што резултира со значително пониска стапка на потрошувачка и ги елиминира лачните скршнувања за поголема стабилност. Во споредба со другите електроди, торираните електроди депонираат помалку волфрам во локва за заварување, така што тие предизвикуваат помалку загадување на заварувањето.
Овие електроди се користат главно за специјално заварување со наизменична струја (како што е тенок алуминиум и материјал помал од 1,5 мм) и DC заварување, или негативен или директен поларитет на електрода, на јаглероден челик, не'рѓосувачки челик, никел и титаниум.
За време на производството, ториумот се распрснува рамномерно низ целата електрода, што му помага на волфрамот да го задржи заострениот раб - идеална форма на електрода за заварување на тенок челик - по острењето. Забелешка: Ториумот е радиоактивен;Затоа, секогаш мора да ги следите предупредувањата на производителот, упатствата и листот за податоци за безбедност на материјалот (MSDS) за неговата употреба.
Церирана (Ceriated - Код на боја: портокалова претходно, по ново сива)
Церираните електроди од волфрам (класификација AWS EWCe-2) содржат минимум 97,30 % волфрам и 1,80 до 2,20 % цериум и се нарекуваат церирани 2 проценти. Овие електроди се најдобри во DC заварување при поставувања со ниска струја, но можат да се користат ефикасно во процесите на наизменична струја. Со одличниот старт на лакот при ниски засилувања, церираната волфрам стана популарна при апликации како заварување на цевки и фабрикување на цевки, работа со лим на метал и работни места што вклучуваат мали и нежни делови. Како ториум, најдобро е да се заваруваат јаглероден челик, не'рѓосувачки челик, легури на никел и титаниум, а во некои случаи може да ги заменат 2% торираните електроди. Церираната волфрам има малку различни електрични карактеристики од ториумот, но повеќето заварувачи не можат да ја кажат разликата.
Користењето на церирани (ceriated) електроди при повисоки амператури не се препорачува затоа што повисоките амператури предизвикуваат оксидите да мигрираат брзо во топлината на врвот, отстранувајќи ја содржината на оксид и ги поништува придобивките од неговиот процес.
Лантанирана (Lanthanated - Код на боја: златна)

Лантанирани електроди од волфрам (класификација AWS EWLa-1.5) содржат минимум 97,80 % волфрам и 1,30 % до 1,70 % лантанум, или лантана, и се познати како 1,5 проценти лантанирани. Овие електроди имаат одличен старт на лакот, ниска стапка на изгореност, добра стабилност на лакот и одлични карактеристики на престанок - многу од истите предности како и церираните електродите.Лантанираните електроди, исто така, ги споделуваат карактеристиките на спроводливоста на ториран волфрам од 2 проценти.Во некои случаи, 1,5% лантанирана може да замени 2% торирана, без да се направат значителни промени во програмата за заварување.
Лантанираните електроди од волфрам се идеални ако сакате да ги оптимизирате можностите за заварување.Тие работат добро на AC или DC електрода негативно со зашилен крај, или можат да бидат избрани за употреба со извори на напојување на синусен бран.Лантаниран волфрам добро одржува заострена точка, што е предност за заварување на челик и нерѓосувачки челик на DC или AC од извори на моќност на квадратни бранови.
За разлика од торираната волфрам, овие електроди се погодни за заварување со наизменична струја и, исто како и церираните електроди, овозможуваат лакот да се стартува и одржува на пониски напони.Споредено со чистата волфрам, додавањето на 1,5% лантан го зголемува максималниот капацитет за носење на струјата за приближно 50% за дадена големина на електрода.
Цирконизиран (Код на боја: Кафеава)

Цирконизирани електроди од волфрам (класификација AWS EWZr-1) содржат минимум 99,10 % волфрам и 0,15 до 0,40 % циркониум.Цирконизираната електрода од волфрам произведува исклучително стабилен лак и се спротивставува на расипување на волфрам.Таа е идеална за заварување со наизменична струја затоа што задржува топчест врв и има голема отпорност на загадување.Неговата можност за носење на струја е еднаква или поголема од онаа на торираниот волфрам.Под никакви околности не се препорачува цирконизирана за DC заварување.
Подготовка на волфрам – насочени, скратени или топчести?
По изборот на вид на електрода, следниот чекор е да изберете крајна подготовка.Трите избори се: насочени, скратени и со топчест крај.

Заострувањето на волфрамовата електрода е критичен процес за производство на потребната форма на електродата, што влијае на стартувањето на лакот, пенетрацијата на заварот, обликот на лакот и животниот век на електродата.
Одлична волфрамска електрода е од суштинско значење за добро TIG заварување во однос на обликот и пенетрацијата. Изборот на вистинскиот тип и квалитетна волфрамска електрода не се единствените фактори кои влијаат на изгледот на заварувањето. Острењето на волфрамовата електрода има значајна улога во тоа да имате одлично TIG заварување.
Ако волфрамската електрода не е правилно наострена, може да се соочите со многу проблеми за време на заварувањето што ќе резултира со нечист и слаб завар. Затоа, за најдобра изведба на TIG заварувањето, волфрамската електрода обично се изострува пред да започне заварувањето.
Подготовката на електродата може да се направи и во текот на заварувањето (не мора да биде потполно нова електрода) со повторно острење за да се отстрани неисправниот дел секогаш кога електродата е малку контаминирана. Меѓутоа, ако електродата е целосно контаминирана, тогаш треба да го отсечете контаминираниот дел.
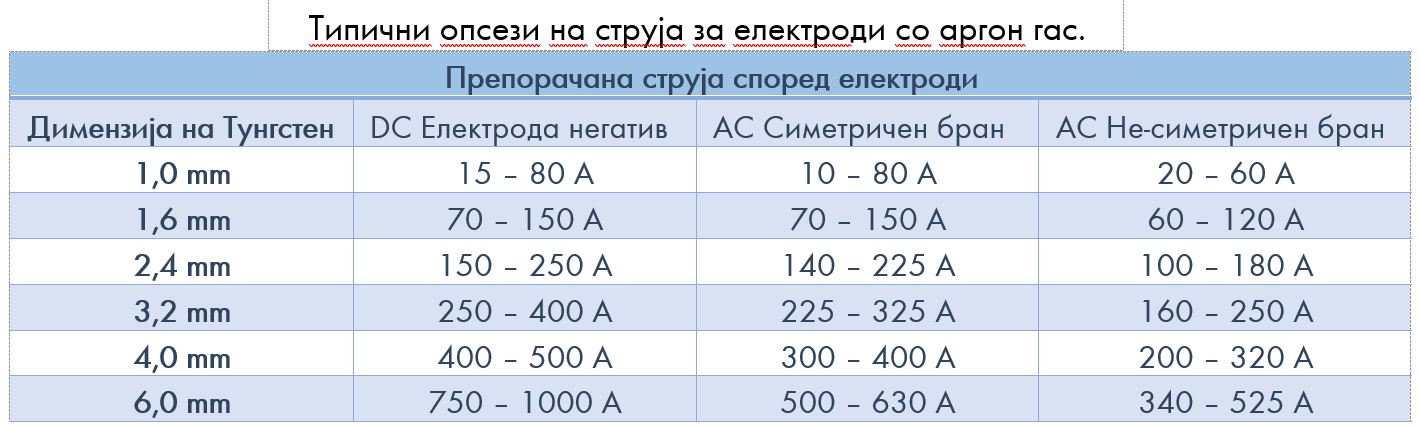
Топчест врв генерално се користи на чисти волфрам и цирконирани електроди и се предлага за употреба со процес на наизменична струја на синусен бран и конвенционални GTAW машини со квадратни бранови.За правилно да го израмните крајот на волфрам, едноставно нанесете ја амперажата на струја препорачана за даден дијаметар на електрода (видететабела), а на крајот на електродата ќе се формира топка.Дијаметарот на испреплетениот крај не треба да надминува 1,5 пати повеќе од дијаметарот на електродата (на пример, електродата од 3,2 mm). Електродата треба да формира 4,8 mm дијаметар).Поголема сфера на врвот на електродата може да ја намали стабилноста на лакот.Исто така, може да падне и да го загади заварот.

Зашилен и / или скратен врв (за чисти волфрам, церирани, лантанирани и торирани типови) треба да се користи за процесите на заварување на AC и DC на инверторот.За правилно острење на волфрам, користете тоцило за острење специјално одредено за острење на волфрам (за да се спречи контаминација) и оној што е направен од Borazon® или дијамант (за да се спротивстави на тврдоста на волфрам).Забелешка: Ако острите ториран волфрам, проверете дали сте соодветно заштитени и како се собира прашината; дали имате соодветен систем за вентилација на станицата за острење;и следете ги предупредувањата на производителот, упатствата и MSDS.
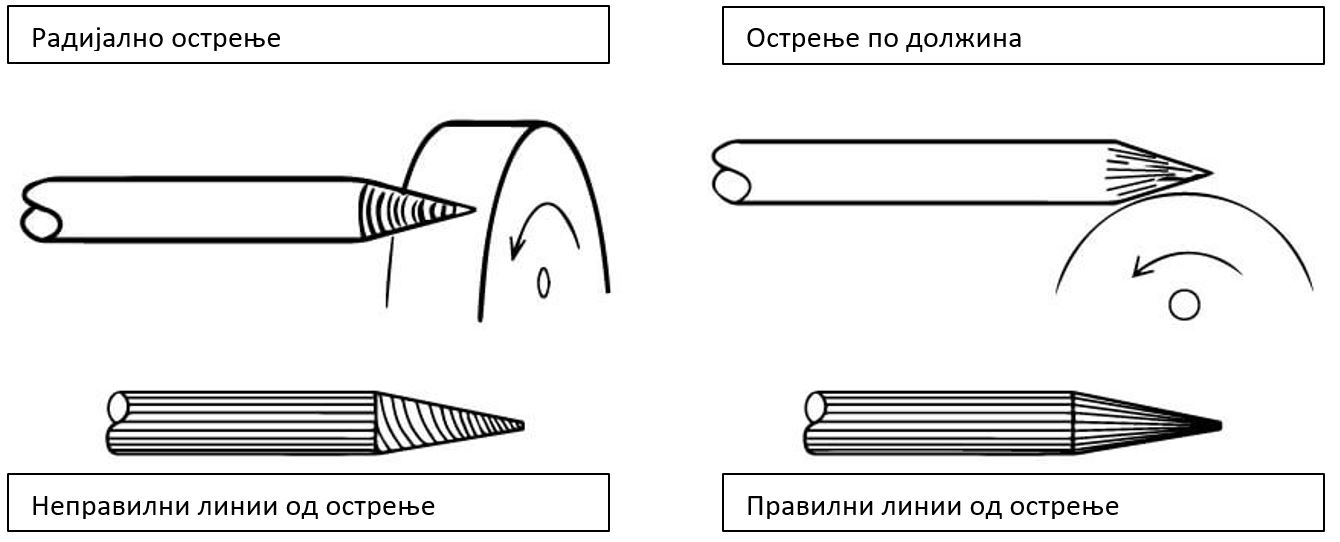
Острењето на волфрамот е директно на тоцилото. За да се осигурате, проверете дали ознаките на острење се по должина на електродата.Најклучната точка што треба да се запомни при острењето за оптимална стабилност на лакот е острењето на волфрамот по должина (оската на електродата нормална на оската на дискот за острење). Со тоа се намалува присуството на сртови на волфрамот што може да создаде лутање на лакот или да се стопи во локва за заварување, предизвикувајќи загадување. Користете чисто дијамантско тоцило за да добиете чист и мазен дел.
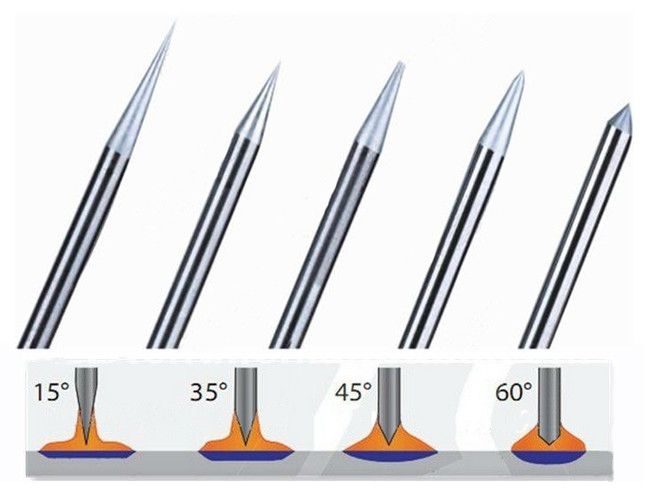
Општо, потребно е да се остри волфрамот од врвот во должина од не повеќе од 2,5 пати од дијаметарот на електродата (на пример, за електрода од 3,2 mm, острете површина од 6,3 mm до 8 mm во должина).Острењето на волфрамот го олеснува преминот на лакот што започнува и создава пофокусиран лак за подобри перформанси на заварувањето.
Кога заварувате со мала струја на тенок материјал најдобро е да го острите волфрамот до точка.Зашилениот врв овозможува струјата за заварување да се пренесува во фокусиран лак и помага да се спречат тенките метали, (како што е алуминиумот), да не се искривуваат.Не се препорачува употреба на зашилен волфрам за апликации со повисока струја, бидејќи повисоката струја може да го крене врвот на волфрам и да предизвика загадување на локва од заварување.
Тркалото за брусење се препорачува да биде направено од дијамант и треба да биде резервирано за острење на волфрамски електроди за да се избегне контаминирање на врвот на електродата со други метали или нечистотија. Контаминираните волфрамски електроди предизвикуваат многу проблеми при ТИГ заварувањето. Овие електроди произведуваат непредвидлив лак, создавајќи контаминирани завари.
Острењето на волфрамските електроди не е тешка задача, можете сами да ја завршите работата ефикасно и супер брзо.
Потребно е само да ги запомните советите што ги дадовме, особен чист диск за острење, острење со правилен агол на откос, и сте подготвени да одите на важниот следен чекор, TIG заварување.

Апарат за TIG заварувањеTIG 200PULSE
https://eshop.wurth.com.mk/aparat-za-tig-zavaruvanje-tig-200pulse

Апарат за заварување TIG 200 AC/DC
https://eshop.wurth.com.mk/aparat-za-zavaruvanje-tig-200-acdc